


YEARS
WORKING
EXPERIENCE
About Company
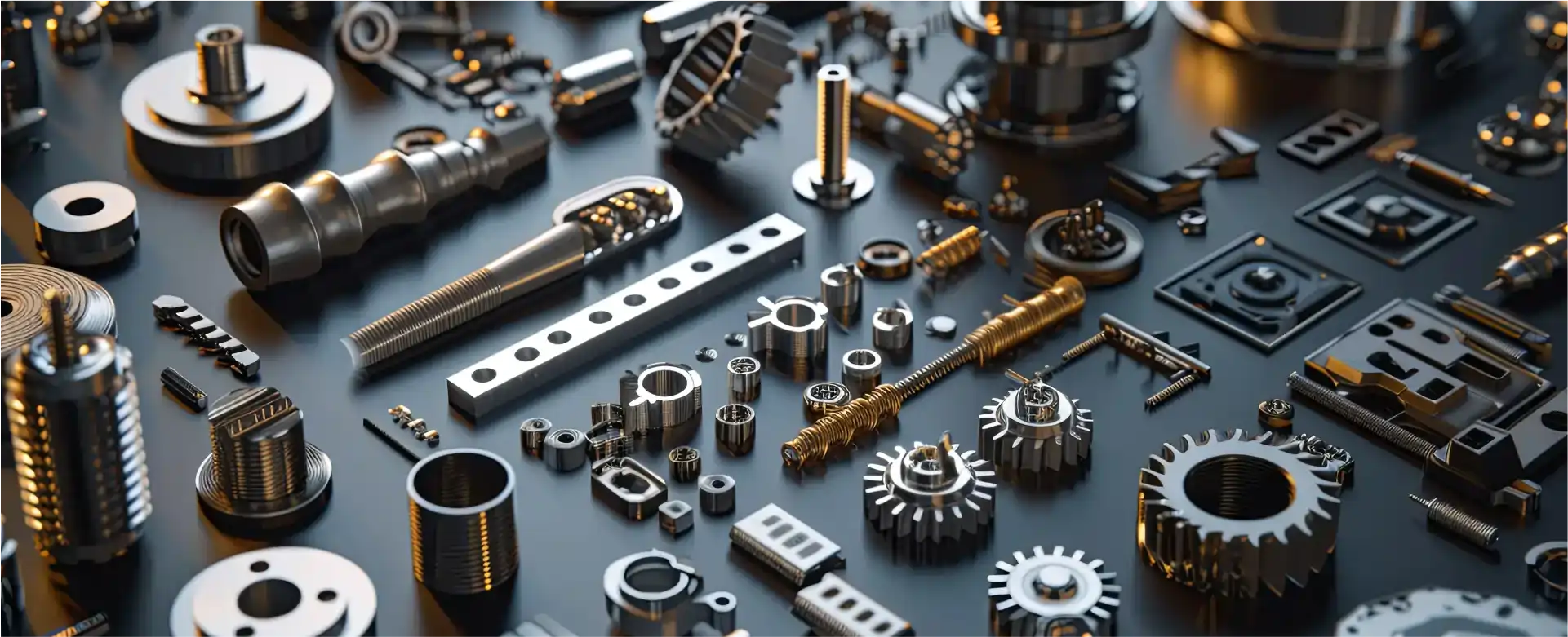
Leading Manufacturer of Precision Investment Castings for Global Industries
Amtech Technocast (ATC) is a trusted name in precision investment casting, delivering high-quality, customized components to industries worldwide. With advanced technology, skilled expertise, and a customer-first approach, we manufacture reliable casting solutions for sectors like automotive, aerospace, oil & gas, valve, and medical equipment. Driven by innovation and a commitment to excellence, ATC continues to set new benchmarks in the casting industry.
Amtech Technocast
Latest Products We Designed
Check Our Work








FAQ
-
WHAT IS AN "INVESTMENT CASTING"?
Investment casting" uses ceramic molds formed around wax patterns. The wax is melted out, leaving a hollow mold filled with molten metal. Once cooled, the shell is removed, producing precise, high-quality metal parts.
-
WHAT ALLOYS CAN BE POURED AS AN INVESTMENT CASTING?
Generally all ferrous and non-ferrous materials can be investment cast. On the ferrous side, carbon stell, stainless steel, duplex stainless steel, super alloys, Nickel alloys, Cobalt alloys , tool and alloy steel along with the 300 400, 15-5PH and 17-4PH stainless steels are most commonly poured. Most aluminum, copper base, and other non-ferrous materials can be cast. In addition, there are the “exotic” alloys used primarily in the aircraft engine industry to produce blades and vanes. These alloys are primarily composed of nickel and cobalt with a variety of secondary elements added to achieve specic strength, corrosion and temperature resistant properties.
-
WHAT SIZE RANGE OF PARTS CAN BE PRODUCED BY THE INVESTMENT CASTING PROCESS?
Investment castings can be produced in all alloys from a fraction of a few grams (such as a dental brace for a tooth) to over a few grams to 100 Kgs.
-
WHAT ARE THE "AS CAST" DIMENSIONAL TOLERANCES I CAN EXPECT?
Typically, a linear tolerance of +/- .010 for the rst inch of geometry and +/-.005 for each inch thereafter is standard for investment casting. This varies depending on the size and complexity of the part. Subsequent straightening or coining procedures often enable even tighter tolerances to be held on one or two specic dimensions.
-
WHAT TYPE OF SURFACE FINISH CAN I EXPECT FROM AN INVESTMENT CASTING?
Because the ceramic shell is built around smooth patterns produced by injecting wax into a polished aluminum die, the resultant casting nish is excellent. A 125 micro-nish is standard and even ner nishes (63 or 32) are not uncommon on aircraft engine castings.
-
AREN'T INVESTMENT CASTINGS EXPENSIVE? AND IF SO, HOW CAN THEY SAVE ME MONEY?
While investment castings are generally more expensive than forged parts or those produced by other casting methods, they make up for the higher cost through the reduction of machining achieved through the near net shape tight tolerances that can be held as cast. Many parts that require milling, turning, drilling, and grinding to nish can be investment cast with only .020 – .020 nish stock.
-
WHAT ARE THE LEAD TIMES I CAN EXPECT WHEN ORDERING AN INVESTMENT CASTING?
Nothing varies more than lead times depending on part complexity and foundry capacity. Generally 8-10 weeks is typical for tooling and sample casting and 8-10 weeks for production.












OUR CLIENT TESTIMONIALS
What Client Say About Amtech Technocast
Amit Patel
Purchase Manager
Jay Mehta
Quality Assurance Head
Ravi Shah
Operations Head